

행성 롤러 스크류산업 체인은 상류 원자재 및 부품 공급, 중류 유성 롤러 스크류 제조, 그리고 하류 다용도 분야로 구성됩니다. 상류 부문에서는 유성 롤러 스크류에 사용되는 소재는 대부분 합금 구조강이며, 너트와 롤러에 사용되는 소재는 고탄소 크롬 베어링강입니다. 부품에는 나사, 너트 및 기타 핵심 부품이 포함됩니다. 하류 적용 분야는 자동차, 석유 및 가스, 의료 장비부터 광학 기기, 엔지니어링 기계, 로봇 공학, 자동화 및 공작 기계 장비까지 광범위한 산업을 포괄합니다.
행성 롤러 스크류는 일반적으로 작동 부품으로 사용됩니다.모터최근 몇 년 동안 항공 및 항공우주 산업을 비롯한 다양한 산업에서 널리 사용되는 액추에이터는 무게, 윤활 등과 같은 모터 액추에이터에 대한 더 높은 요구 사항을 요구합니다. 따라서 모터와 일치하도록 행성 롤러 스크류를 설계하는 것이 중요합니다.액추에이터시스템을 설계할 때는 산업 응용 분야의 요구 사항을 고려해야 하며, 기계적 특성을 보장해야 합니다.
나사산 및 톱니 가공과 동시에 설계를 고려해야 합니다. 나사 직경이 작고, 롤러 톱니 개수가 적은 경우, 루트 컷 변위를 고려하여 나사 중심선과 기어 중심선의 일치 여부 등 여러 가지 사항을 고려하여 설계해야 합니다. 어떤 기어 톱니 가공 방식을 사용하느냐가 중요하며, 일반적으로 기어 삽입 방식을 사용하지만, 이는 나사산의 하중 지지 부분 일부를 손상시켜 시스템 부하 용량을 감소시킵니다.
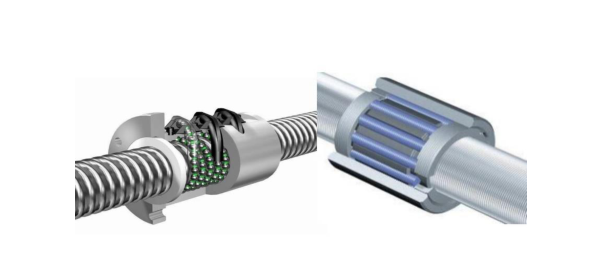
유성 롤러 스크류는 조립이 더 어려운데, 여러 롤러를 순차적으로 설치하면서도 롤러 나사산이 기어 톱니와 정렬되도록 해야 하기 때문입니다. 위상 일치 문제를 해결하는 두 가지 방법이 있습니다. 하중 지지력과 전달 효율을 희생하여 나사산 간극을 늘리는 것과, 작은 피치에는 적합하지만 큰 피치의 경우 롤러 톱니가 내부 기어 링에서 분리될 수 있는 축 방향 장착 위치를 조정하는 것입니다.

유성 롤러 스크류를 가공할 때는 구름 마찰에 의존하여 동력을 전달하므로 마찰과 마모에 주의를 기울여야 합니다. 적절한 윤활, 정밀 가공, 그리고 깨끗한 환경은 스크류의 신뢰성과 수명을 향상시키는 데 필수적입니다.

행성 롤러 스크루 구동 성능 및 정확도 요구 사항을 충족하고 가장 긴 작업 수명과 가장 높은 하중 지지력을 얻기 위해 나사산 레이스웨이는 특정 경도, 일반적으로 HRC58~62를 가져야 하며, 롤러 구조는 크기가 작고 주요 하중 지지의 나사산 이빨의 경도는 일반적으로 HRC62~64입니다.
고온 작업 환경이나 PRSPRS로 가공한 스테인리스강 소재의 경우 나사산 레이스웨이 고온 작업 환경이나 PRS로 가공한 스테인리스강 소재의 경우 나사산 레이스웨이의 표면 경도는 HRC<58이 적합합니다.
게시 시간: 2024년 4월 16일




